Vevor 3 IN 1/305 handleiding
Handleiding
Je bekijkt pagina 14 van 207
- 12 -
approximate length of material needed. Cut several pieces of material to
this length for a forming test run. Material may have to be lengthened or
shortened depending upon results of test run.
TIP: If it doesn’t interfere with the proposed final shape or design, a slight
bend made with the press brake on the leading edge will simplify the initial
rolling process, by allowing the leading edge to slip more easily over the
idle roll.
Beware of pinch point –the intersection of upper and lower rolls.
Failure to comply may cause serious injury to fingers and/or hands.
1. Make sure rolls and workpiece are clean and free of debris to prevent
pitting of sheet metal.
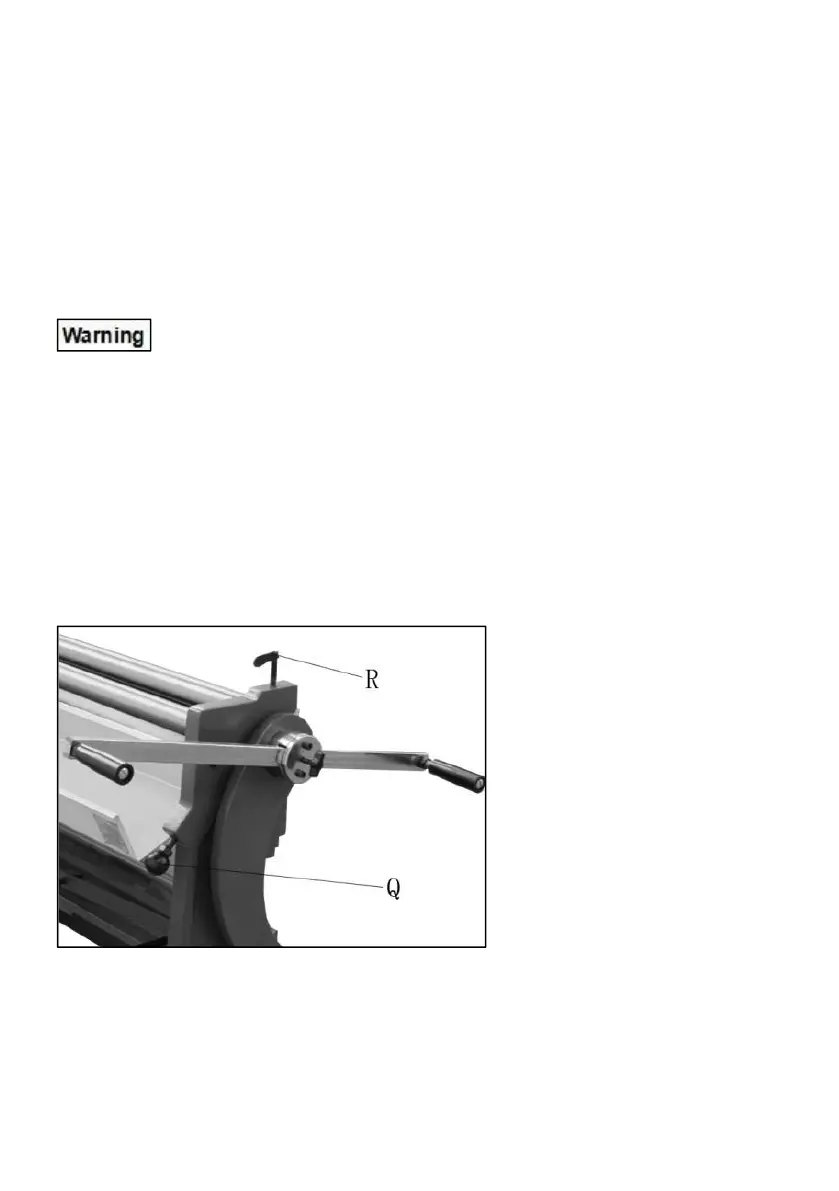
2. Back off idle roll completely by rotating idle roll screws (Q, Figure
11)counter-clockwise.
3. Loosen bolt (R, Figure 11) to increase space between upper and lower
press rolls.
Figure 11
4. Insert material between upper and lower rolls, and tighten bolt (R,
Figure 11)to lower the upper roll, until material fits snugly. The upper roll
must have sufficient pressure on work piece to feed properly.
5. Rotate both idle roll screws (Q, Figure11) to adjust idle roll’s proximity to
the twomain rollers. Raise both ends an equal amount.
Bekijk gratis de handleiding van Vevor 3 IN 1/305, stel vragen en lees de antwoorden op veelvoorkomende problemen, of gebruik onze assistent om sneller informatie in de handleiding te vinden of uitleg te krijgen over specifieke functies.
Productinformatie
| Merk | Vevor |
| Model | 3 IN 1/305 |
| Categorie | Niet gecategoriseerd |
| Taal | Nederlands |
| Grootte | 24980 MB |







