Gys WF 51 handleiding
Handleiding
Je bekijkt pagina 30 van 116
30
User manual
WF 51
Translation of the original
instructions
ADJUSTING THE ARC FORCE
It is advisable to set the Arc Force to the middle position (0) to start welding and then adjust it according to the results obtained and individual welding
preferences. Note: The arc-force adjustment range is specic to the type of electrode chosen.
GOUGING
During gouging, an electric arc burns between the gouging electrode and the metal workpiece, heating the workpiece to fusion. This weld pool is
«cleaned» with compressed air. Gouging requires an electrode holder with a compressed air connection (ref. 041516) and gouging electrodes:
Type Quantity Ampere ref.
ø 6.5 x 305 mm 50 300 A > 400 A 086081
ø 8 x 305 mm 50 350 A > 450 A 086098
PROCESS SETTINGS
Units
Welding current A
The welding current is determined by the diameter and type of gouging electrode (max. 500 A).
(refer to the electrode packaging).
Access to some interface functions is not available in Gouge mode (JOB, etc.).
OPTIONAL PUSH-PULL TORCH
Reference Wire diameter Length Cooling type
038738 0.8 > 1.2 mm 8 m Air
038141 0.8 > 1.2 mm 8 m Liquid
038745 0.8 > 1.6 mm 8 m Liquid
A push-pull torch can be connected to the wire feeder via the connector (II-6). This type of torch allows the use of AlSi wire even in Ø 0.8 mm with a
torch length of 8 m. This torch can be used in all MIG-MAG welding modes.
The Push-Pull torch is detected by simply pulling the trigger.
When using a push-pull torch with potentiometer, the highest control range setting can be set using the interface.
The potentiometer can then range anywhere between 50% and 100% within this setting.
OPTIONAL ROLLERS (F)
Diameter
Reference (x4)
Diameter
Reference (x4)
Steel Aluminum Flux-cored wire
ø 0.6/0.8 061859 - ø 0.9/1.1 061927
ø 0.8/1.0 061866 061897 ø 1.2/1.6 061934
ø 1.0/1.2 061873 061903 ø 1.4/2.0 061941
ø 1.2/1.6 061880 061910 ø 1.6/2.4 061958
If the rollers are worn, or if the ller wire used has a diameter > 1.6mm, it is advisable to replace the plastic wire guide:
Diameter Colour Reference
ø 0.6>1.6 blue 061965
ø 1.8>2.8 red 061972
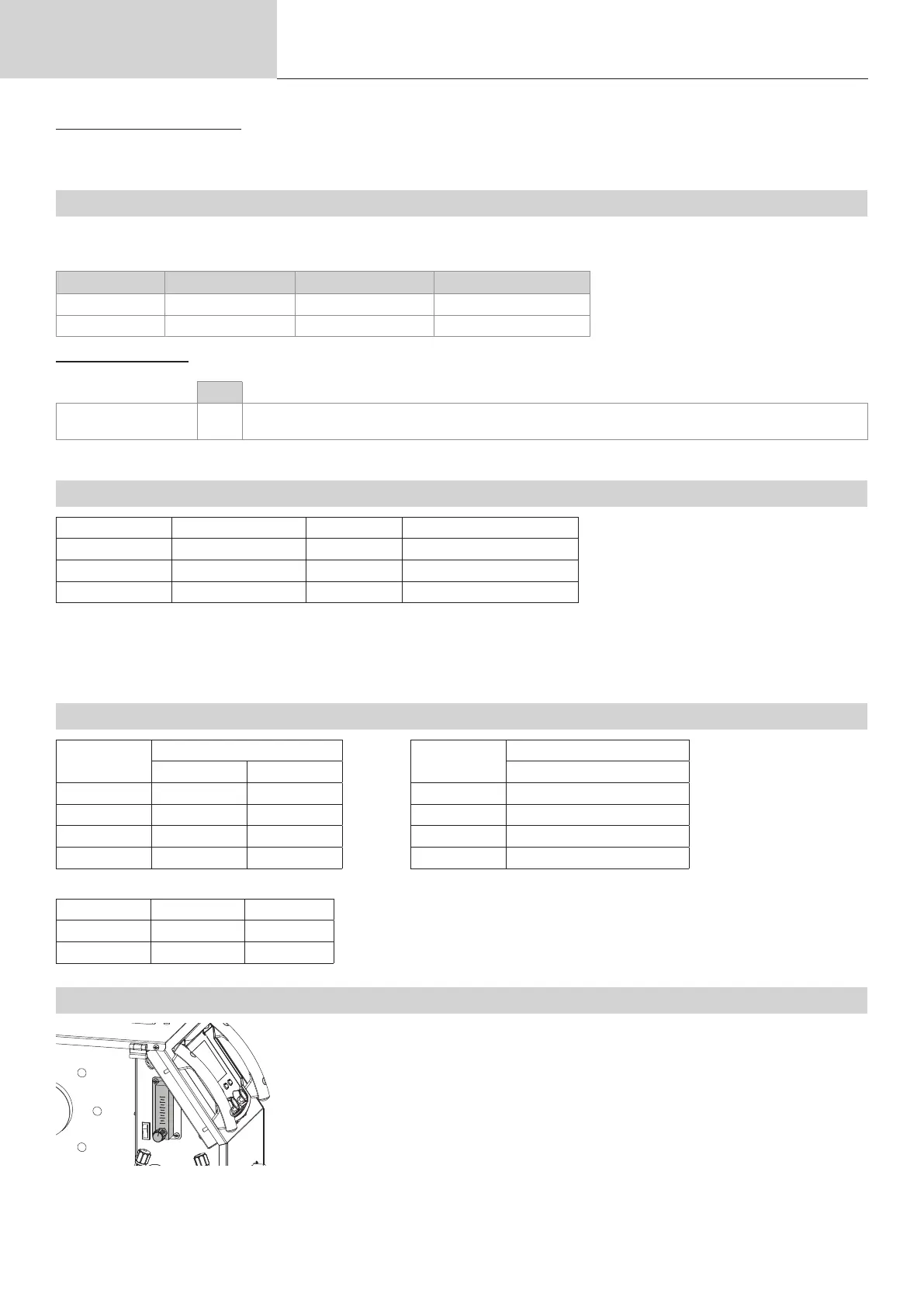
OPTIONAL FLOWMETER KIT
The ow meter kit (ref. 073395) allows for precise adjustment and control of the gas ow from the torch,
when connected to a gas supply. The gas pressure in the system must be stable and between 2 and 7
bar. The ow rate can be set between 3 and 30 l/min.
Bekijk gratis de handleiding van Gys WF 51, stel vragen en lees de antwoorden op veelvoorkomende problemen, of gebruik onze assistent om sneller informatie in de handleiding te vinden of uitleg te krijgen over specifieke functies.
Productinformatie
| Merk | Gys |
| Model | WF 51 |
| Categorie | Niet gecategoriseerd |
| Taal | Nederlands |
| Grootte | 16060 MB |







