Gys WF 51 handleiding
Handleiding
Je bekijkt pagina 27 van 116
EN
27
User manual
WF 51
Translation of the original
instructions
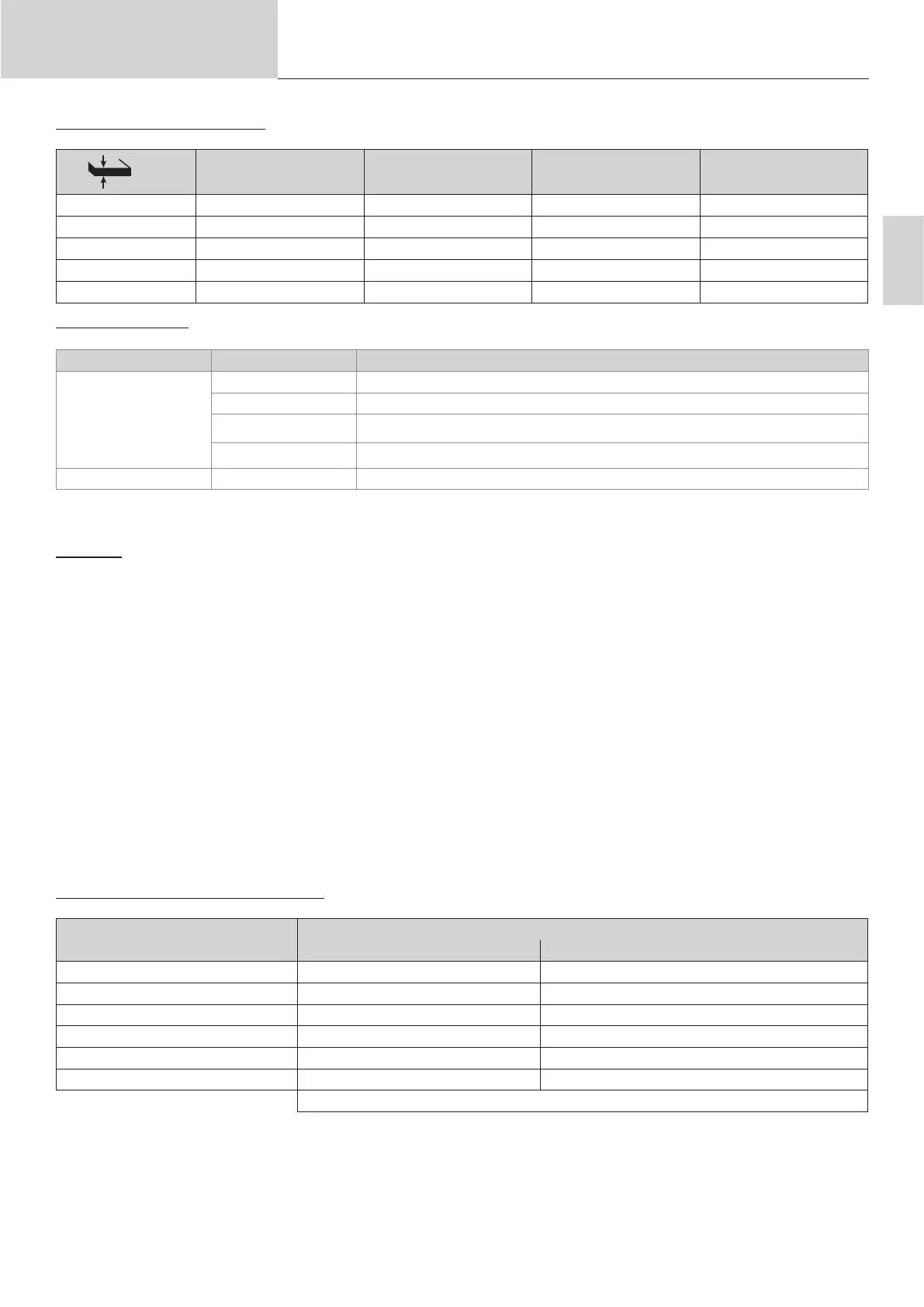
RECOMMENDED COMBINATIONS
(mm)
Current (A) Ø Electrode (mm) Ø Nozzle (mm) Argon ow rate (L/min)
0.3 - 3 3 - 75 1 6.5 6 - 7
2.4 - 6 60 - 150 1.6 8 6 - 7
4 - 8 100 - 200 2 9.5 7 - 8
6.8 - 8.8 170 - 250 2.4 11 8 - 9
9 - 12 225 - 300 3.2 12.5 9 - 10
PROCESS SETTINGS
Settings Settings
Welding process
Standard Smooth current
Pulsed Pulsed current
Spot welding Smooth tacking
Spot-Pulse Pulsed tacking
Trigger mode 2T, 4T, Valve Choice of trigger welding management mode.
Access to some of the welding parameters depends on the selected display mode: Settings/Display mode: Easy or Expert.
Refer to the HMI manual.
SETTINGS
• Standard
The standard DC TIG welding process allows high quality welding on most ferrous materials such as steel and stainless steel, but also copper and its
alloys including titanium. The various current and gas management possibilities allow you to perfectly control your welding operation, from priming to
the nal cooling of your weld seam.
• Pulse
This pulsed current welding mode combines high current pulses (I = welding pulses) with low current pulses (cold I, workpiece cooling pulses). The
pulsed mode allows parts to be assembled while limiting temperature rises and warping. Ideal for on site use.
Example:
The welding current (I) is set to 100 A and % (cold I) = 50%, i.e. cold current = 50% x 100 A = 50.
F(Hz) is set to 10 Hz, the signal period will be 1/10 Hz = 100 ms -> a 100 A pulse every 100 ms then followed by another at 50 A.
• Spot
This welding mode allows the pre-assembly of parts before welding. Spot welding can be done manually using the trigger or timed with a predened
spot welding period. Spot welding allows for better reproduction and non-oxidised weld points.
• Spot-Pulse
This method of welding is used to pre-assemble thin sheet metal workpieces prior to the actual welding process. Spot welding can be done manually
using the trigger or timed with a predened spot welding period. Spot welding allows for better reproduction and non-oxidised weld points.
CHOOSING THE ELECTRODE’S DIAMETER
Electrode Ø (mm)
DC TIG
Pure tungsten Tungsten with oxides
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
4 275 > 450 350 > 480
Approx. = 80 A per mm Ø
Bekijk gratis de handleiding van Gys WF 51, stel vragen en lees de antwoorden op veelvoorkomende problemen, of gebruik onze assistent om sneller informatie in de handleiding te vinden of uitleg te krijgen over specifieke functies.
Productinformatie
| Merk | Gys |
| Model | WF 51 |
| Categorie | Niet gecategoriseerd |
| Taal | Nederlands |
| Grootte | 16060 MB |







