Gys WF 51 handleiding
Handleiding
Je bekijkt pagina 15 van 116
FR
15
Manuel d’utilisation
WF 51
Notice originale
• Spot
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai
de pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de points non oxydés.
• Spot-Pulsé
Ce mode de soudage sur tôle ne permet le pré-assemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé
avec un délai de pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé.
CHOIX DU DIAMÈTRE DE L’ÉLECTRODE
Ø Électrode (mm)
TIG DC
Tungstène pur Tungstène avec oxydes
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
4 275 > 450 350 > 480
Environ = 80 A par mm de Ø
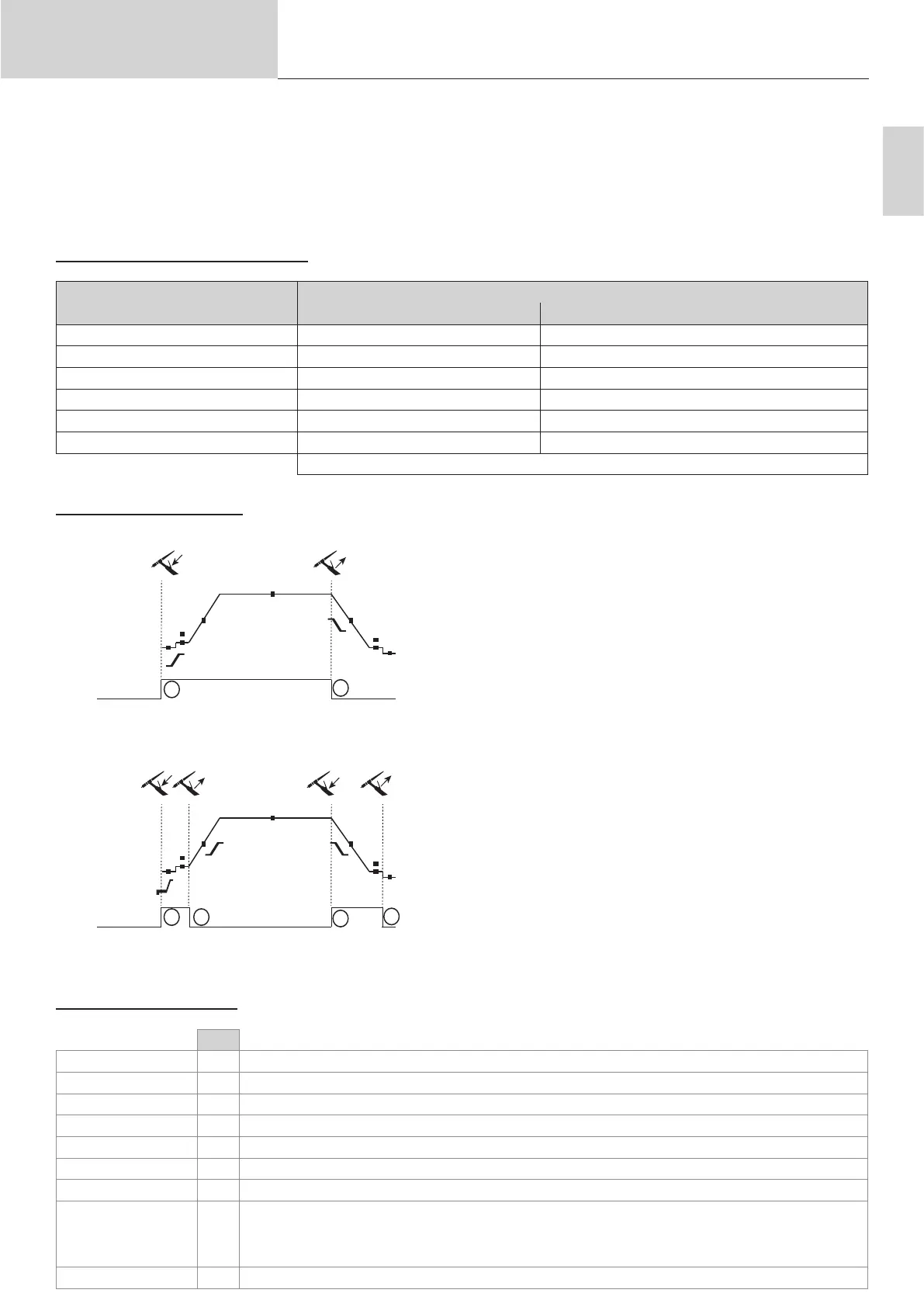
COMPORTEMENT GÂCHETTE
• 2T
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Le bouton principal est appuyé, le cycle de soudage démarre
(PréGaz, I_Start, UpSlope et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté
(DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton secon-
daire est géré comme le bouton principal.
• 4T
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope
et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le
PostGaz.
Nb : pour les torches, double boutons et double bouton + potentio-
mètre
=> bouton « haut/courant de soudage » et potentiomètre actifs,
bouton « bas » inactif.
Pour les torches double boutons ou double gâchettes, la gâchette « haute » garde la même fonctionnalité que la torche simple gâchette ou à lamelle.
La gâchette « basse » est inactive.
DÉFINITION DES RÉGLAGES
Unité
Courant d’arrêt % Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Courant de démarrage % Ce courant de palier au démarrage est une phase de préchauage avant la rampe de montée en courant.
Courant de soudage A Courant de soudage.
Courant froid % Deuxième courant de soudage dit «froid»
Durée du pulse s Phase de spot pulse manuelle ou d’une durée dénie
Durée du spot s Manuel ou une durée dénie.
Évanouisseur s Évite le cratère en n de soudage et les risques de ssuration particulièrement en alliage léger.
Fréquence
de pulsation
Hz
Fréquence de pulsation (conseils de réglage) :
• Si soudage avec apport de métal en manuel, alors F(Hz) synchronisé sur le geste d’apport,
• Si faible épaisseur sans apport (< 0.8 mm), F(Hz) > 10Hz
• Soudage en position, alors F(Hz) < 100Hz
Montée de courant s Permet une montée progressive du courant de soudage.
Bekijk gratis de handleiding van Gys WF 51, stel vragen en lees de antwoorden op veelvoorkomende problemen, of gebruik onze assistent om sneller informatie in de handleiding te vinden of uitleg te krijgen over specifieke functies.
Productinformatie
| Merk | Gys |
| Model | WF 51 |
| Categorie | Niet gecategoriseerd |
| Taal | Nederlands |
| Grootte | 16060 MB |







