Gys WF 51 handleiding
Handleiding
Je bekijkt pagina 14 van 116
14
Manuel d’utilisation
WF 51
Notice originale
Self - Amortit plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Spot s Durée dénie.
Tension V Inuence sur la largeur du cordon.
Upslope s Rampe de montée progressive du courant.
Vitesse d’approche -
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier contact sans engen-
drer d’à-coups.
Vitesse l m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage et la pénétration.
L’accès à certains paramètres de soudage et pointage dépend du procédé de soudage (Manuel, Synergique) et du mode d’achage sélectionné
(Easy ou Expert). Se reporter à la notice IHM.
CONTRÔLE DU DÉBIT DE GAZ
Pour contrôler le débit de gaz sur le manomètre sans dérouler de l d’apport, faire un appui long sur le bouton-poussoir n°1 de l’IHM et suivre la
procédure à l’écran ou appuyer sur l’inverseur avance l (I-2) dans le dévidoir. Ce contrôle doit se faire périodiquement pour assurer un soudage
optimal. Se reporter à la notice IHM.
MODE DE SOUDAGE TIG (GTAW)
BRANCHEMENT ET CONSEILS
Voir la notice du générateur.
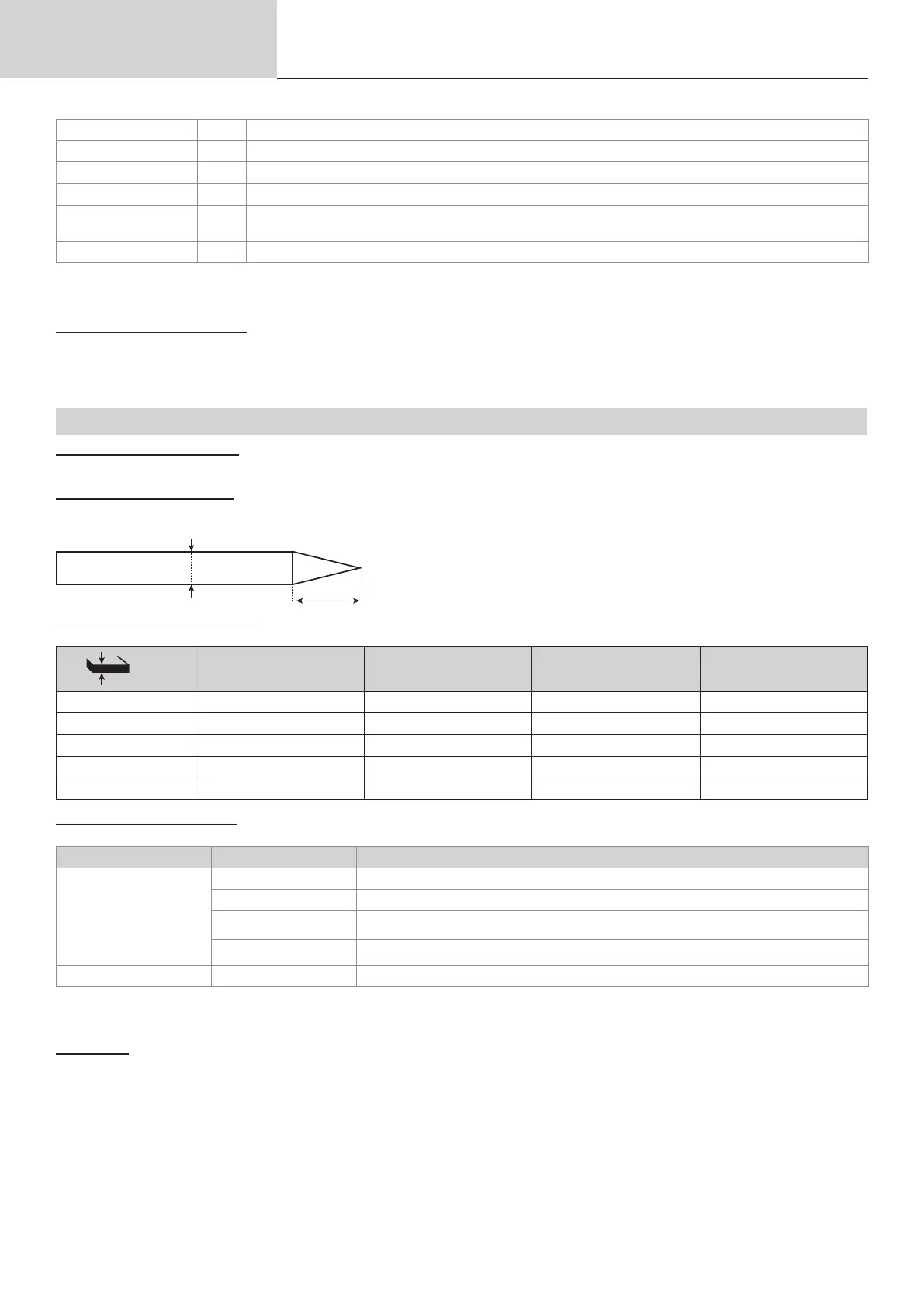
AFFUTAGE DE L’ÉLECTRODE
Pour un fonctionnement optimal, il est conseillé d’utiliser une électrode autée de la manière suivante :
d
L
L = 3 x d pour un courant faible.
L = d pour un courant fort.
COMBINAISONS CONSEILLÉES
(mm)
Courant (A) Ø Electrode (mm) Ø Buse (mm) Débit Argon (L/min)
0.3 - 3 3 - 75 1 6.5 6 - 7
2.4 - 6 60 - 150 1.6 8 6 - 7
4 - 8 100 - 200 2 9.5 7 - 8
6.8 - 8.8 170 - 250 2.4 11 8 - 9
9 - 12 225 - 300 3.2 12.5 9 - 10
PARAMÈTRES DU PROCÉDÉ
Paramètres Réglages
Procédé de soudage
Standard Courant lisse
Pulsé Courant pulsé
Spot Pointage lisse
Spot-Pulsé Pointage pulsé
Mode de gâchette 2T, 4T, Valve Choix du mode de gestion du soudage à la gâchette.
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy ou Expert. Se reporter à
la notice IHM.
RÉGLAGES
• Standard
Le procédé de soudage TIG DC Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l’acier, l’acier inoxy-
dable, mais aussi le cuivre et ses alliages, le titane… Les nombreuses possibilités de gestion du courant et gaz vous permettent la maitrise parfaite
de votre opération de soudage, de l’amorçage jusqu’au refroidissement nal de votre cordon de soudure.
• Pulsé
Ce mode de soudage à courant pulsé enchaine des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible
(I_Froid, impulsion de refroidissement de la pièce). Ce mode pulsé permet d’assembler les pièces tout en limitant l’élévation en température et les
déformations. Idéal aussi en position.
Exemple :
Le courant de soudage I est réglé à 100A et % (I_Froid) = 50%, soit un courant froid = 50% x 100A = 50A.
F(Hz) est réglé à 10Hz, la période du signal sera de 1/10Hz = 100ms -> toutes les 100ms, une impulsion à 100A puis une autre à 50A se succèderont.
Bekijk gratis de handleiding van Gys WF 51, stel vragen en lees de antwoorden op veelvoorkomende problemen, of gebruik onze assistent om sneller informatie in de handleiding te vinden of uitleg te krijgen over specifieke functies.
Productinformatie
| Merk | Gys |
| Model | WF 51 |
| Categorie | Niet gecategoriseerd |
| Taal | Nederlands |
| Grootte | 16060 MB |







