Yato YT-73936 handleiding
Handleiding
Je bekijkt pagina 9 van 78
INSTRUKCJA ORYGINALNA
9
PL
uszkodzeń szybek ochronnych należy je wymienić na nowe, wolne od wad. Przednia szybka jest zamocowana bezpośrednio w przy-
łbicy. W celu wymiany przedniej szybki należy wcisnąć zatrzask przedniej szybki (VI), a następnie zdemontować szybkę z zaczepów
przyłbicy (VI). Nową szybkę umieścić w zaczepach (VII), tak aby ściśle przylegała do przyłbicy, a następnie docisnąć do momentu
zadziałania zatrzasku (VII). Przednia szybka ochronna dostępna jest osobno jako YATO YT-73937. Tylna szybka ochronna jest zamo-
cowana w obudowie fi ltru. W celu demontażu szybki ochronnej fi ltru należy podważyć szybkę przy wycięciu (VIII), a następnie wysunąć
ją z zaczepów fi ltru. Nowa szybkę nieco zgiąć, a następnie boczne krawędzie wsunąć pod zaczepy w obudowie fi ltru (IX). Nie należy
zginać szybki ochronnej zbyt mocno, aby jej nie uszkodzić. Uwaga! Zabronione jest stosowanie osłony bez szybek ochronnych.
Demontaż fi
ltru spawalniczego
Odkręcić śrubę mocującą ramkę fi ltru spawalniczego (IX). Podnieść dolną część ramki fi ltru, a następnie wyciągnąć górne zacze-
py ramki z fi ltrem z osłony spawalniczej. Ostrożnie wysunąć fi ltr spawalniczy z ramki fi ltru (X). Ponowny montaż fi ltru przeprowa-
dzić w kolejności odwrotnie do demontażu. Upewnić się, że fi ltr jest prawidłowo zamontowany w osłonie spawalniczej i nie zmieni
swojej pozycji podczas pracy.
Praca z osłoną spawalniczą
Filtr zamontowany w osłonie zadziała automatycznie w przypadku oświetlenia go łukiem elektrycznym powstającym podczas spa-
wania. Czas reakcji to 1/25 000 sekundy. Przed rozpoczęciem spawania należy się upewnić, że fi ltr spawalniczy został ustawiony
na stan ciemny właściwy dla rodzaju wykonywanego spawania. Jeżeli w trakcie pracy zostanie zauważone, że fi ltr nie ściemnia
się automatycznie, należy natychmiast przerwać pracę i wyregulować fi ltr. Jeżeli mimo regulacji fi ltr nie działa prawidłowo, należy
skontaktować się z autoryzowanym serwisem importera. Zabroniona jest praca z niedziałającym fi ltrem spawalniczym, może to
prowadzić do nieodwracalnego uszkodzenia wzroku. Zakres temperatur otoczenia pracy od -5 st. C do +55 st. C. Filtr nie jest
przeznaczony do ochrony wzroku podczas spawania lub cięcia laserowego.
Instrukcje eksploatacyjne
Czujniki fi ltru należy utrzymywać w czystości oraz nie przesłaniać ich. W automatycznym fi ltrze spawalniczym z ręcznym dostraja-
niem - maksymalny i minimalny stopień ochrony jest wtedy, gdy dostrojenie jest ustawione na zero. Środki ochrony oczu chroniące
przed uderzeniem cząstek o dużej prędkości, noszone wraz ze standardowymi okularami leczniczymi, mogą przenosić uderzenie,
wywołując zagrożenie dla użytkownika.
Uwaga! Jeśli wymagana jest ochrona przed uderzeniem cząstek o dużej prędkości w ekstremalnych temperaturach, wybrany śro-
dek ochrony oczu powinien być oznaczony literą T bezpośrednio po literze określającej symbol uderzenia, tj. FT, BT lub AT. Jeśli
litera określająca symbol uderzenia nie znajduje się bezpośrednio przed literą T, wtedy środek ochrony oczu może być używany
jedynie do ochrony przed cząstkami o dużej prędkości w temperaturze pokojowej.
Konserwacja, przechowywanie i transport
Po skończonej pracy osłonę należy oczyścić za pomocą miękkiej i wilgotnej szmatki. Większe zabrudzenia usuwać za pomocą
wody z mydłem i osuszyć za pomocą szmatki. Nie stosować środków czyszczących powodujących zarysowania. Nie stosować
rozpuszczalników do czyszczenia fi ltru i osłony. Filtru spawalniczego nie zanurzać w wodzie. Wyrób należy przechowywać w
dostarczonych opakowaniach jednostkowych w ciemnym, suchym, przewiewnym i zamkniętym pomieszczeniu. Podczas prze-
chowywania, nie przekraczać zakresu temperatur od -20 st. C. do +70 st. C. Chronić przed kurzem, pyłem i innymi zanieczysz-
czeniami (worki foliowe, torebki itp.) Chronić przed uszkodzeniami mechanicznymi. Transport - w dostarczanych opakowaniach
jednostkowych, w kartonach, w zamkniętych środkach transportu.
Deklaracja zgodności: Dostępna na stronie toya24.pl w karcie produktu.
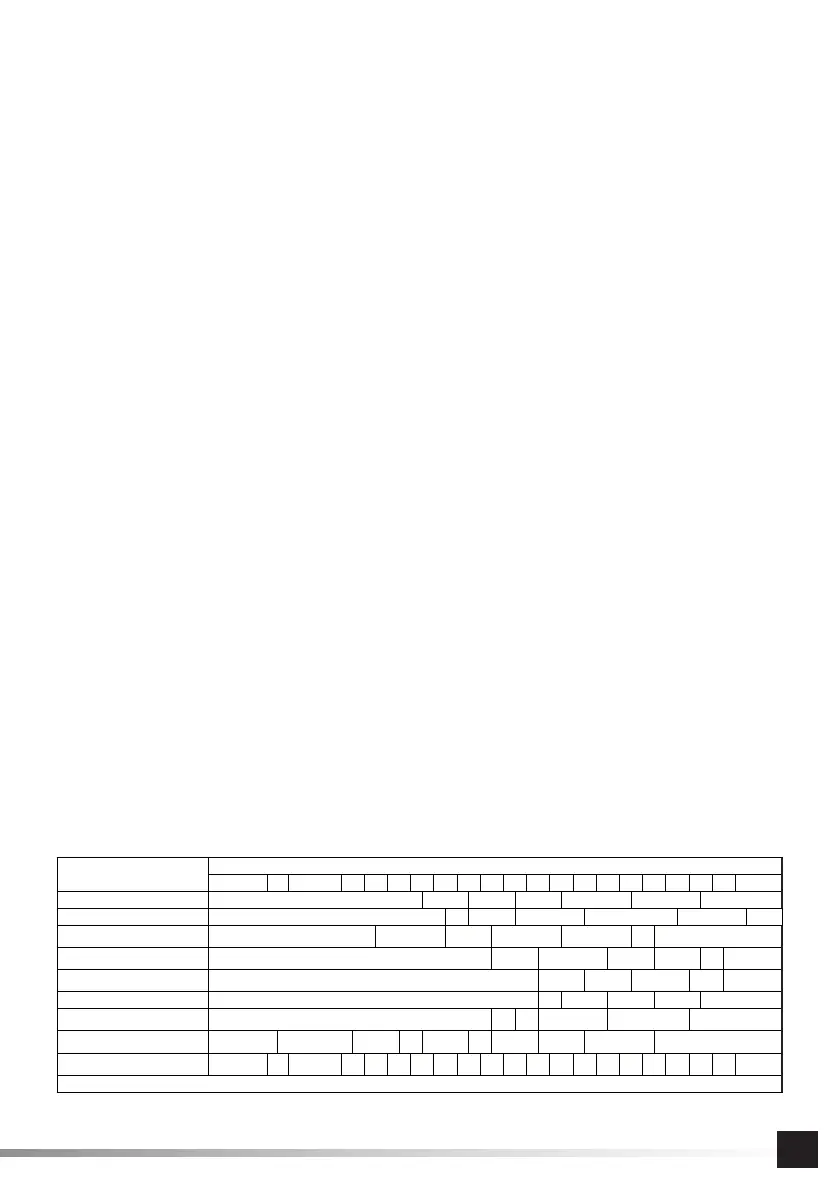
Tabela zalecanych stopni ochrony stosowanych przy spawaniu łukowym
Proces
Natężenie prądu [A]
1,5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
Elektrody otulone 8 9 10 11 12 13 14
MAG 8 9 10 11 12 13 14
TIG 8 9 10 11 12 13
MIG metali ciężkich 9 10 11 12 13 14
MIG dla stopów lekkich 10 11 12 13 14
Elektrożłobienie 10 11 12 13 14 15
Cięcie strumieniem plazmy 9 10 11 12 13
Spawanie mikroplazmowe 4 5 6 7 8 9 10 11 12
1,5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
UWAGA! Termin „metale ciężkie” stosuje się do stali, stopów stali, miedzi, stopów miedzi, itp.
Bekijk gratis de handleiding van Yato YT-73936, stel vragen en lees de antwoorden op veelvoorkomende problemen, of gebruik onze assistent om sneller informatie in de handleiding te vinden of uitleg te krijgen over specifieke functies.
Productinformatie
| Merk | Yato |
| Model | YT-73936 |
| Categorie | Niet gecategoriseerd |
| Taal | Nederlands |
| Grootte | 9637 MB |






